Kaikki pronssin ja messingin valusta

Pronssi on kuparin ja tinan seos, johon on joskus lisätty piitä, alumiinia ja lyijyä. Siinä voi olla eri värejä komponenttien prosenttiosuuden mukaan. Pronssia on useita tyyppejä:
- tina;
- alumiini;
- johtaa.


Tinapronssi on yleisimmin käytetty tyyppi ja sillä on alhainen juoksevuus. Siitä on kätevää valaa tietyn kokoisia tuotteita. Koska se ei vaadi lisäkäsittelyä. Messinki on kuparin seos, johon on lisätty sinkkiä. Yleensä seos on 70 % kuparia, 30 % sinkkiä. Joskus messinkiä löytyy koostumukselta 50-50.


Pronssin etuja ovat seuraavat.
- Käytännöllisyys.
- Mahdollisuus harjoitella taidevalua kotona.
- Korkea kestävyys ympäristötekijöitä vastaan.
- Lähes syöpymätön.
- Käsittelyn helppous.
- Kestävyys.
- Sähkö- ja lämmönjohtavuus.


Messinki kestää hyvin korroosiota. Sitä käytetään muiden metallien pintakerroksena metallirakenteiden valmistuksessa.
Tekniikan historia
Valumessinki, kuten pronssi, ilmestyi 12 tuhatta vuotta sitten. Näistä materiaaleista valmistettiin aluksi työkaluja ja koristeita, myöhemmin astioita ja taloustavaroita. Pronssista ja messingistä valmistettuja esineitä käytettiin laajasti kaikilla elämänaloilla. Ensimmäiset pronssin ja messingin valmistusmenetelmät syntyivät antiikin aikakaudella klassismin aikakaudella. Voimme pohtia monia tuon aikakauden taiteen mestariteoksia tähän päivään asti. Tällä hetkellä näitä matalassa lämpötilassa sulavia metalliseoksia käytetään pääasiassa koriste-esineiden ja taideteosten valmistukseen.

Kupariseoksia, joihin on lisätty metalleja, käytetään laajalti seuraavien tuotteiden valmistuksessa:
- veistoksia ja matkamuistoja;
- ritilät ja muut aidan elementit;
- aidat ja portit;
- sisustuksen yksityiskohdat;
- kattokruunujen ja lamppujen koristeluun.



Ajan myötä injektiomenetelmää on parannettu. Ja nykymaailmassa on tullut mahdolliseksi sulattaa pronssi- ja messinkiosia ei vain teollisesti, vaan myös kotioloissa.
Erikoisuudet
Taiteellinen messinkivalu on lähes samaa tekniikkaa kuin pronssivalu. Tässä on prosessin hienouksia.
- Messingin sulamislämpötila on melko alhainen, välillä 880-965 C. Tämä mahdollistaa erityyppisten uunien käytön. Jopa kaasupoltin, riittää, kun valitset lämmönkestävän keittoastian. Mutta joskus lämpötila nousee 1070 C:een lisäaineiden takia (monikomponenttiselle messingille). Pronssin sulamispiste on korkeampi. Seoksessa on kuparia tinalla 900-950 C ja pronssilla ilman tinaa 950-1100 C. Pronssiseoksilla on korkea sitkeys, joten laadun parantamiseksi niitä kuumennetaan 100 astetta korkeammalle. Energian säästämiseksi on parempi käyttää induktio- tai upokasuuneja.
- Valun päävaihe on sulatteen kaataminen muottiin. Prosessin kesto ei saa ylittää 2 minuuttia. Muuten tuote on viallinen. Näkyviin tulee halkeamia, palovammoja ja saumoja. Tuote on täysin vaurioitunut ja käyttökelvoton. Tai lisäkäsittelyä tarvitaan.
- Messingillä tulisi olla tasainen asteittainen jäähdytys ilman erikoisratkaisuja. Pronssia jäähdytettäessä käytetään jäähdytysnesteitä.
- Viimeinen vaihe on valmiin osan käsittely.... On poistettava lahdet, putket, nousuputket. Jotta koostumus pysyy muuttumattomana, seokseen lisätään sulatteita. Niiden ansiosta on mahdollista suojata sulatteen pintaa ja poistaa sen koostumus kaasusta. Tämä vähentää lopputuotteen jätettä.




Tarvittavat varusteet
Tässä on luettelo tärkeimmistä laitteista figuurien valmistamiseksi näistä materiaaleista.
- Valu muoto. Valmistettu erilaisista materiaaleista.
- Pihditvalmiin osan poistamiseksi muotista.
- Upokas siinä olevan panoksen sulattamiseksi. Sen luomismateriaali on grafiitti ja savi.
- Lämmityslaitteet, uunit... Messingin sulattamiseen voidaan käyttää kaasupoltinta ja lämmönkestävää astiaa.
- Erilaisia apumateriaaleja: kivihiili, takomo

On tarpeen käyttää tiukkaa teknologiasarjaa. Aseta ensin upokas uuniin ja sitten metallikappaleet siihen. Kun se on täysin sulanut, seoksen väri muuttuu. Sitten erikoisvälineillä - upokas otetaan uunista virkkauskoukulla ja sula kaadetaan varovasti valumuottiin. Täydellisen jäähdytyksen jälkeen osa poistetaan pihdeillä ja käsitellään lopullisesti.

Valumallien yleiskatsaus
Ennen kuin aloitat valmiin tuotteen valun, sinun on ensin luotava luonnos tulevasta muodosta. Piirustuksen tekevät erityiset mestaritaiteilijat. Sitten sitä pitkin luodaan valumuotti, johon pääsulate kaadetaan. Valumuotin luominen on melko työläs ja vastuullinen tehtävä. Tätä varten käytetään erityisiä muovauskoostumuksia, työkaluja ja laitteita. Valmiilla mallilla on tärkeä rooli koko teknologisessa prosessissa. Sen sisäisen ontelon tulee olla tarkka kopio lopputuotteesta, jossa käytetään kadonneita vahamuotteja. Siihen kaadetaan sulaa liuosta, joka myöhemmin sisällä ollessaan jäähtyy ja saa lopullisen muotonsa.

Antaa vakautta, jotta sulan painuessa muottiin se ei romahda, käytä pulloja. Se on erityinen laite, joka on valmistettu kahdesta suorakaiteen muotoisesta liitososasta, samanlainen kuin laatikko. Yleensä valmistettu puusta tai vanerista. Metallipulloissa ei tapahdu vain valumuotin luomista, vaan myös itse valu. Messingin ja pronssin valmistukseen tarkoitetut mallit ovat uudelleenkäytettäviä ja kertakäyttöisiä. Se riippuu siitä, mistä ne on tehty.


Materiaalit (muokkaa)
Norsunluu, puu, kipsi ja polymeerit. Terästä käytetään myös uudelleenkäytettävien muottien valmistukseen. Valumallin luomiseen käytetään vähiten käytettyä muovimateriaalia.Kotona sulate valetaan useimmiten ei-irrotettavaan kipsimuottiin. Kun seos on jäähtynyt ja kovettunut, muoto murretaan varovasti valmiiksi muotoon erityisellä vasaralla.

Rakennukset
Rakenteellisesti muotit voivat olla kolmenlaisia.
- Irrotettava. Tämä on rakenne, joka koostuu kahdesta tai useammasta osasta, jotka on yhdistetty suoraa tai monimutkaista pintaa pitkin. Katkaisee yhteyden valmiin tuotteen noutamiseksi. Useimmiten käytetty tuotannossa uudelleenkäytettäväksi.
- Yksi kappale... Valmiin osan poistamiseksi se rikotaan vasaralla. Sopii vain kertakäyttöön. Se on tehty tietylle tuotteelle luonnosten mukaan. Sitä käytetään usein kotituotannossa. Kipsi sopii parhaiten tällaisten muotojen luomiseen.

- Erityinen... Tämä on monimutkainen muotti tai luurankomalli. Eroaa suurelta komponentilta. Luotu sulattamaan monimutkaisia muotoja.
Valun tärkeimmät hienoudet
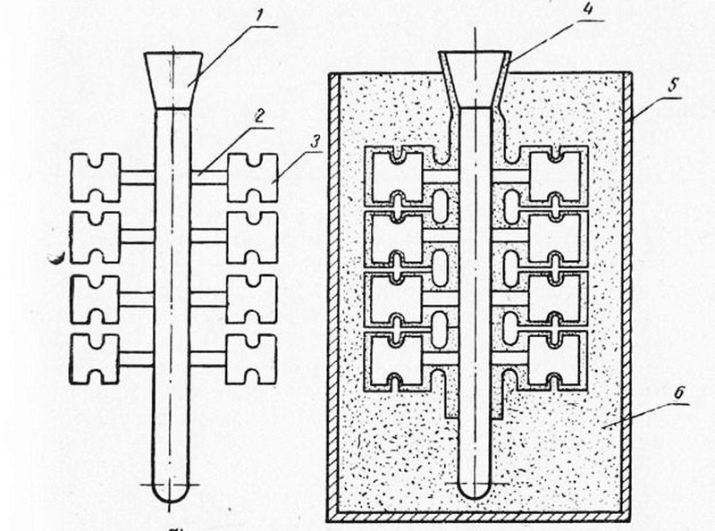
Keskipakovalu
Tätä valumenetelmää käytetään osien ja laitteiden valmistukseen konepajateollisuudelle ja muille teollisuuden aloille. Tekniikka perustuu keskipakovoimaan. Se näkyy valumallin pyörimisen vuoksi. Tämän tyyppistä valua käytetään pääasiassa vallankumouskappaleiden valmistukseen. Muotoilu voidaan suorittaa pysty- ja vaakavalukoneilla. Koneissa, joissa on vaakasuuntainen pyörimisakseli, ne tekevät:
- vuoraukset;
- holkit;
- renkaat.

Koneissa, joissa on pystysuora pyörimisakseli, suoritetaan seuraava:
- potkurit;
- mato pyörät;
- vaihteet.


Valuprosessin aikana hiekka tiivistyy ja vieraita elementtejä pakotetaan ulos.
Taiteen valu
Käytä kotona tätä pronssin valmistusmenetelmää. Mutta tällä kupariseoksella on korkea juoksevuus, joten se ei täytä muottia kokonaan, toisin kuin messingiseos. Tämän vuoksi osan pinnalla oleva suunniteltu kuvio on epäselvä. Selvyyden vuoksi käytetään lyöntiä. Tämä on melko työläs ja aikaa vievä prosessi. Mutta samalla taiteellisen valun luovin hetki. Lopputuotteen laatu riippuu suoritetun kohokuvioinnin tasosta.

Taiteen valun vaiheet:
- luonnoksen ja työpiirustuksen luominen;
- rakenteen valmistus valumuotin luomiseksi;
- valimomallin tuotanto;
- mallin valmistelu;
- sulatus maksu;
- valumassan kaataminen valumalliin;
- jäähdytys;
- poisto mallista;
- valmiin tuotteen käsittely hiomakoneella, joskus käytetään metalliharjaa.






Valmiit yksittäiset komponentit yhdistetään yhdeksi tuotteeksi, jos se lopullisen suunnitelman mukaan on yksittäinen, mutta koostuu useista osista. Sitten tuloksena oleva valmis hahmo käsitellään pienten epätasaisuuksien poistamiseksi ja peitetään ylemmällä suojakerroksella.
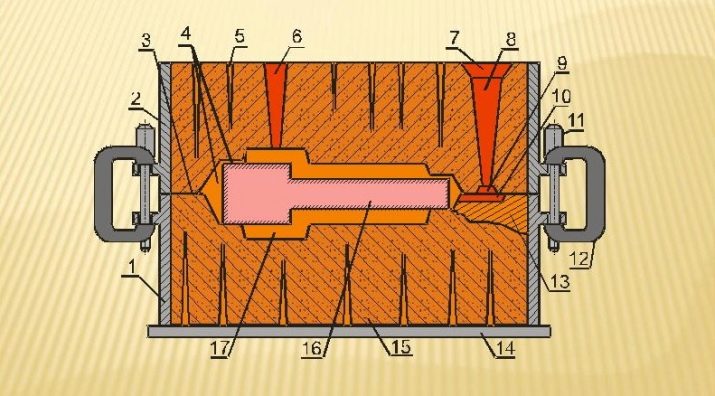
Ruiskuvalu
Tämä valumenetelmä perustuu ylimääräisen tyhjiöpaineen vaikutukseen. Puristimen periaatetta käytetään, sula syötetään ruiskumuottiin ylipaineella. Pneumaattinen tai hydraulinen järjestelmä vaikuttaa mäntään. Suuresta nopeudesta johtuen, jolla korkeaviskositeettinen sula syötetään, syntyy ylipaine, muotti täyttyy kokonaan.
Sitten tyhjiöimulla valumassa virtaa muotin onteloon. Siinä on ohuet seinät, joita ympäröi kylmä vesi. Jäähdytys siirtyy reunoista keskelle. Sula imeytyy sisään tietyn ajan kuluessa. Sen jälkeen paine normalisoituu ja muovausmassan ylimääräiset jäännökset valuvat alas seiniä pitkin.

Jäähtymisen jälkeisen kutistumisen vuoksi tuote voidaan helposti poistaa muotista. Automatisoinnin ansiosta muotti täytetään sulalla sekunnin murto-osassa, mikä lyhentää merkittävästi osien valmistusaikaa ja on tämän valumenetelmän kiistaton etu. Pronssista ja messingistä valmistettujen tuotteiden valmistuksessa on noudatettava varotoimenpiteitä käytetystä valumenetelmästä riippumatta.
- Kun työskentelet, sinun on käytettävä suojalasitsuojaamaan silmiäsi sulan materiaalin pisaroilta ja höyryiltä.
- Ennen kuin aloitat toiminnan, sinun tulee laita hanskat käteen valmistettu erityisestä lämmönkestävästä materiaalista.
- Huoneen tulee olla hyvin tuuletettu ja tuuletettu, koska näiden metalliseosten sulamisen aikana vapautuu ihmisille haitallisia kaasuja.
- Ei pitäisi sallia syttyvien aineiden ja nesteiden kosketus lämmityslaitteiden kanssa.
- Välttämätön noudata tarkasti prosessin tekniikkaa. Koska tämä tuotanto on melko traumaattinen.


Katso seuraavasta videosta lisätietoja pronssiveistoksen valmistamisesta.








